

דער שטענדיק מאַגנעטיק ליפטער איז אַ שנעל, זיכער און גרינג וועג צו הייבן שטאָל פּלאַטעס, אייַזן בלאַקס און סילינדריקאַל פּרעסן מאַטעריאַלס, אַזאַ ווי מעטשאַניקאַל טיילן, זעץ מאָולדז און פאַרשידן טייפּס פון שטאָל מאַטעריאַלס.
עס איז פארפאסט פון צוויי טיילן, שטענדיק סאַקער און אָפּזאָגן מיטל. די שטענדיק סאַקער איז געמאכט פון נעאָדימיום שטענדיק מאַגנאַץ און מאַגנעט-קאַנדאַקטיוו טעלער. די מאַגנעטיק קראַפט שורות דזשענערייטאַד דורך די נעאָדימיום מאַגנאַץ גיין דורך די מאַגנעט קאַנדאַקטיוו טעלער, געצויגן מאַטעריאַלס און פאָרעם אַ פארמאכט קרייַז צו דערגרייכן דעם ציל פון הייבן די שטאָל מאַטעריאַלס. אָפּזאָגן מיטל דער הויפּט רעפערס צו די שעפּן. עס איז וויידלי געניצט אין די מאַשינערי אינדוסטריע, פורעם מאַנופאַקטורינג, ווערכאַוסיז און טראַנספּערטיישאַן דיפּאַרטמאַנץ צו אַריבערפירן שטאָל פּלאַטעס, שטאָל ינגגאַץ און אנדערע מאַגנעטיקלי קאַנדאַקטיוו אַבדזשעקץ.
1.קאָמפּאַקט גרייס און ליכט וואָג
2.קוויק און גרינג צו אַרבעטן מיט אויף / אַוועק סיסטעם / שעפּן
3.V-שייפּט נאָרע פּלאַן אין די דנאָ וואָס אַלאַוז די זעלבע ליפטינג מאַגנעט פּאַסיק פֿאַר ביידע פלאַך און קייַלעכיק אַבדזשעקץ
4.פאָרסע פּאַוערד דורך סופּער-שטאַרק מיינונג פון זעלטן ערד נעאָדימיום מאַגנאַץ
5. גרויס טשאַמפערינג אַרום די דנאָ יפעקטיוולי פּראַטעקטינג די פלאַטנאַס פון די דנאָ ייבערפלאַך און אַלאַוינג די מאַגנעטיק ליפטער צו גאָר יגזערט זייַן מאַגנעטיק קראַפט
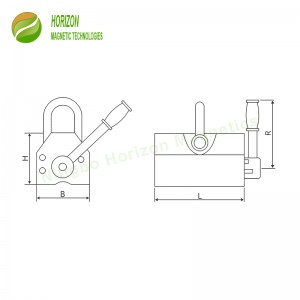
| טייל נומער | רייטאַד ליפטינג סטרענגטה | מאַקסימום פּול-אַוועק שטאַרקייַט | L | B | H | R | נעץ וואָג | מאַקסימום אַפּערייטינג טעמפּעראַטור | |
| kg | kg | mm | mm | mm | mm | kg | °C | °F | |
| PML-100 | 100 | 250 | 92 | 65 | 69 | 155 | 2.5 | 80 | 176 |
| PML-200 | 200 | 550 | 130 | 65 | 69 | 155 | 3.5 | 80 | 176 |
| PML-300 | 300 | 1000 | 165 | 95 | 95 | 200 | 10.0 | 80 | 176 |
| PML-600 | 600 | 1500 | 210 | 115 | 116 | 230 | 19.0 | 80 | 176 |
| PML-1000 | 1000 | 2500 | 260 | 135 | 140 | 255 | 35.0 | 80 | 176 |
| PML-1500 | 1500 | 3600 | 340 | 135 | 140 | 255 | 45.0 | 80 | 176 |
| PML-2000 | 2000 | 4500 | 356 | 160 | 168 | 320 | 65.0 | 80 | 176 |
| PML-3000 | 3000 | 6300 | 444 | 160 | 166 | 380 | 85.0 | 80 | 176 |
| PML-4000 | 4000 | 8200 | 520 | 175 | 175 | 550 | 150.0 | 80 | 176 |
| PML-5000 | 5000 | 11000 | 620 | 220 | 220 | 600 | 210.0 | 80 | 176 |
1. איידער ליפטינג, ריין די ייבערפלאַך פון די וואָרקפּיעסע צו זיין אויפגעהויבן. דער צענטער שורה פון די שטענדיק ליפטינג מאַגנאַץ זאָל צונויפפאַלן מיט די צענטער פון ערלעכקייט פון די וואָרקפּיעסע.
2. אין די ליפטינג פּראָצעס, אָוווערלאָודינג, מענטשן אונטער די וואָרקפּיעסע אָדער שטרענג ווייבריישאַן איז פּראָוכיבאַטאַד שטרענג. די טעמפּעראַטור פון די אַרבעט שטיק און די אַמביאַנט טעמפּעראַטור זאָל זיין נידעריקער ווי 80C דיגריז.
3. ווען ליפטינג אַ סילינדריקאַל וואָרקפּיעסע, די V-נאָרע און די וואָרקפּיעסע זאָל זיין געהאלטן אין קאָנטאַקט מיט צוויי גלייַך שורות. זייַן ליפטינג קאַפּאַציטעט איז בלויז 30% - 50% פון רייטאַד ליפטינג שטאַרקייַט.





